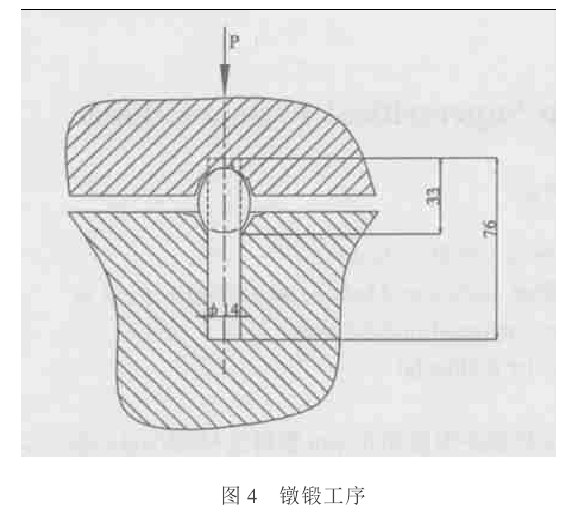
根据活节螺栓的结构特点,本试验我们采用顶镦成形,亦称镦头。即将坯料端头的一部分材料由轴向压缩转为横向扩展的一种镦锻工序,如图4。虽直径为Υ14的坯料长度为76mm,但参加变形的部
分却为33 mm,在上模与下模间逐渐被压缩变形为Υ20的球体,如图4。因此,顶镦的变形本质与特点与镦粗工序完全相同,其出现质量问题的原因及预防方法也应该与镦粗工序相同。即一次镦粗部分坯料的高径比不能大于2.5,否则,要分多次镦粗,该试验,坯料的高径比为2.36,所以选择一次成形。另外,顶镦的坯料,要求端部平齐,没有飞边、裂纹和折叠等,并要求整个切断件具有对称性,体积相差不大。因此,不能采用剪床下料,这样,可避免在顶镦过程中产生纵向弯扭。
镦锻设备的选择
镦锻成形要求上下模具同轴、对正,配合精度要求很高,设备上要有卸料装置。由于螺栓是在凹模中成形,需要有在上模离开工件之后将工件顶出的顶料机构。根据我公司现有设备情况,选择160 t摩擦压力机最为合适。镦锻后,选用60 t冲床切边。
镦锻温度的选择
该课题,我们首先进行了热锻成形试验,始锻温度:1 250℃ ,终锻温度≥ 800℃ ,只要坯料长度合适,成形效果是很好的。但是,由于热锻温度高,致使螺栓表面粗糙,氧化严重,球形头部非加工表面质量不好。从节省能源、改善表面质量出发,我们又进行了温锻试验。温锻是在冷锻基础上发展起来的一种少无切削塑性成形新工艺。它在一定程度上兼备了冷锻与热锻的优点,就是将坯料加热到比热温度低的某一温度进行镦锻。镦锻温度的选择,除了塑性较低的材料需要考虑塑性指标的变化外,主要是考虑温度对材料流动应力的影响。最好是选择在流动应力较小的温度或者越过较大流动应力的温
度进行锻造。
对于碳钢,在300℃左右,流动应力有回升现象,这就是蓝脆现象。在蓝脆温度范围内,材料的塑性较差。过了蓝脆区,σb下降较为剧烈。到800℃约为100 MPa,与此同时,塑性指标明显上升。为了降低变形力,避免坯料氧化、脱碳,温碳温度一般不应高于800℃。
根据工艺试验,在600~ 800℃范围内镦锻,螺栓表面光滑,没有出现明显的脱碳层。螺栓表面硬度比原材料及热锻件硬度高出许多(见表2所示),但硬度值并不影响机械加工。因此,选择温锻温度范围在600~ 800℃。
模具材料的选用及模具有的使用
对温锻模具工作部分的材料有下列要求:
1)具温升以后,材料的屈服强度应高于温锻时作用在模具工作部分上的单位压力;
2)材料应具有足够的耐磨性,特别是高温耐磨性;
3)材料应有足够的韧性,以便防止裂纹产生。
此外,希望热膨胀率要小,导热率大,比热大。模具有600℃以上连续工作时,硬度急剧下降,强度显著降低,从而影响模具寿命。因此,要使模具的工作部分温度保持在200℃左右,就可以进行连续生产而不失去原有的性能。
在批量生产时,可以在每次温锻以后,用压缩空气冷却模具的工作部分,并增加每次温锻之间的间隔时间。或隔一次行程送一次料,这样就可以有充分的时间使模具冷却。

