欢迎访问邯郸市雄杰紧固件制造有限公司网站! 活节螺栓 · 中国
咨询热线:15533072762
点击数:24962022-07-08 09:34:18 来源: 活节螺栓-高强度活节螺栓-国标活节螺栓厂家-邯郸市雄杰紧固件制造有限公司
标准件活节螺栓(图号:83-8011,规格:M10~M36),用于阀门配件,每年需要大约12万件左右。其中,用于截止阀DN10~DN32的活节螺栓,规格为:M12~M16,每年就需要8万件左右。因此,该零件一般都采用批量生产,每批都在5000件左右。
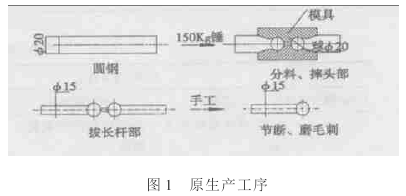
原活节螺栓的锻造工艺为:采用粗直径的圆钢,先用模具摔制球形头部,再采用自由锻拔长杆部,生产效率很低,且锻件杆部余量大,材料损耗多,锻后还需人工磨去毛刺,同时,也给机加带来困难,生产工序如图1。
随着我公司整体技术水平的不断提高,生产任务量的加大,这种落后的生产方式已不能满足当前生产的需要,我们有必要对现有的生产工艺进行改进,充分利用现有的设备能力,提高生产效率,减轻工人劳动强度,以满足当前及长远生产的需要。
根据活节螺栓的结构特点,我们采用了顶镦成型工艺进行实验,选用相应直径的圆钢,按热镦温镦分别进行试验,结果,其成形质量都优于自由锻造的活节螺栓,并得到了与零件外形相适应的连续分布的纤维组织,这样也有利于发挥材料的性能潜力。
1. 试验条件和方法
1.1 试验材料
按标准件83-8011,M12×50活节螺栓零件尺寸要求,选取试验材料:20钢,规格:Υ14圆钢,按不同长度下料共20件,分别进行试验。
1.2 试验模具
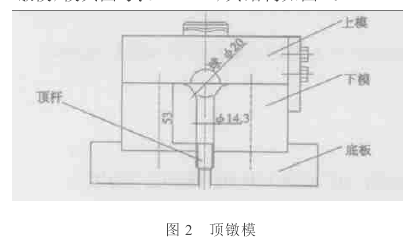
分析活节螺栓球形头部的变形规律,设计顶镦模,模具图号:011-242,其结构如图2。
1.3 试验工艺
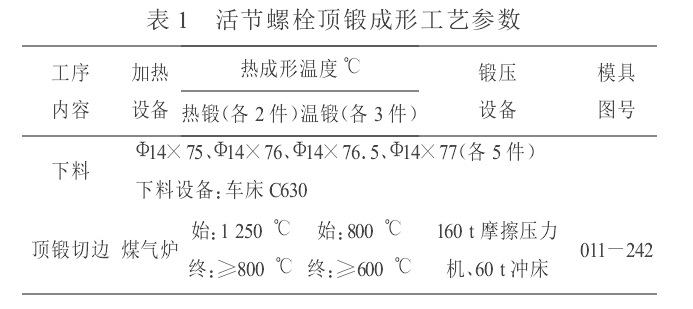
将20件不同长度的Υ14圆钢坯料,按不同锻造温度进行顶镦试验,采用远红外测温仪测控温度。成形过程见图3。具体工艺参数如表1。